新しく機械を導入したので、銅がレーザーで加工できるようになりました。
写真は板厚3mmの銅を抜いたものになります。

今はまだ実験中ですが、5mmの厚さまで切ることが出来そうです。

新しく機械を導入したので、銅がレーザーで加工できるようになりました。
写真は板厚3mmの銅を抜いたものになります。
今はまだ実験中ですが、5mmの厚さまで切ることが出来そうです。

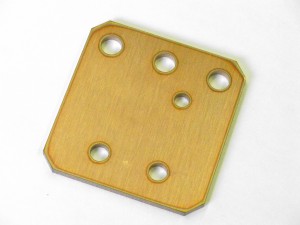
皿加工とは、板金に穴をあけ、皿ビス(皿ネジ)をいれる加工のことをいいます。

写真のように、皿ビスの頭がでっぱらないので
・見た目を平らにしたい
・でっぱりで他の製品や部品をキズつけたくない
といった場合に使って頂けると効果的かと思います。
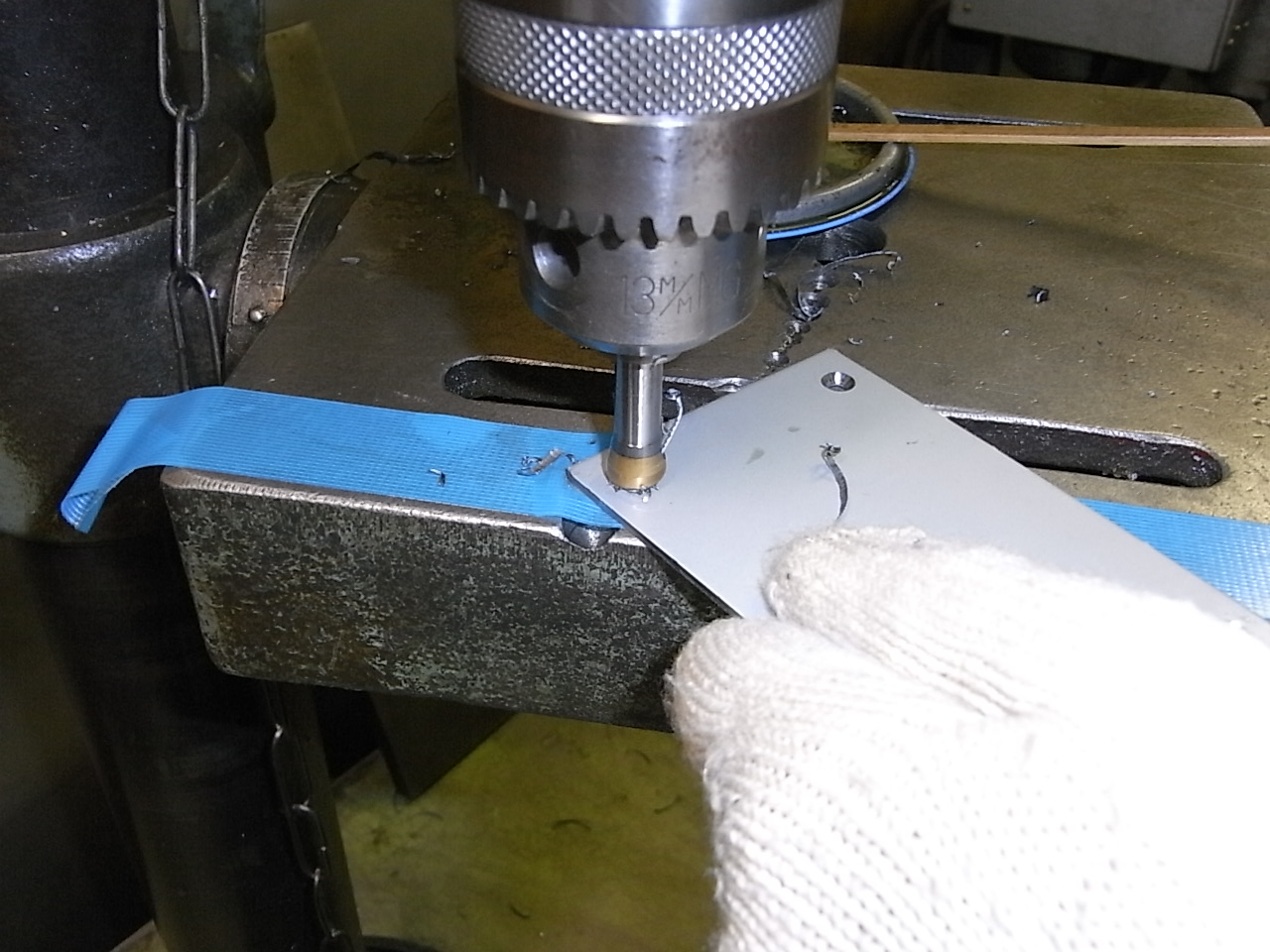
皿加工は主にふたつの方法で加工します。
まずは下の写真にあるように、「バーリング」という機械で加工する方法ですが、見た目がキレイでへこまないというメリットがある半面、一つ一つ手作業であけていくためコストが少し高めになってしまいます。

もうひとつはパンチングで加工する方法があります。
これは先程紹介したバーリングによる加工より回りが膨らみ出来あがりが少し劣ってしまいますが、機械であけるのでコストは低く抑えることができます。
平らにしたい、けれどあまり目立つ場所ではない、といったときに使って頂くといいです。

レベラーとは・・・
板の歪みを取る機械の事を言います。
板がゆがんだり歪んだりするのは、レーザー加工する物や抜き加工が多い製品(パンチング材など) や長尺の製品に発生します。歪みが出てしまった物をそのまま曲げ加工や溶接するとより歪みを出してしまいます。そこで、その加工前にレベラーを通すことで歪みなく精度が保てクオリティーの高い製品を作ることが可能です。
右下の写真は、レベラー内部の構造です。
そのローラー部分に歪んだ板を流すことで出てきたときには、歪みが取れています。




木工構造と板金構造の提案
どちらも使用用途によって変わってきます。
強度を持たせたい・質感を出したい・厚みと持たせたい
必要条件を揃えてから、材質・構造を考えていくことでコストダウンにつながってきます。


溶接スタッドとは、表面を外観で使用したいが、裏面にネジを立てたい場合に使用することが多いです。
右の写真は、溶接スタッドです。オネジとメネジ両方あります。板とネジの接地面を溶け込ませることで溶接しています。
左の写真は、溶接スタッドの裏面(外観面)です。保護テープをした状態で加工することにより表面に傷を付けることがありません。
")

下記写真は、破壊テストしたサンプルになります。
ハンマーで、ネジを叩き曲げるのを確認した後に裏面の板が変形していることを確認します。
このようにすることで、板が変形することは、溶接がしっかりされていることが確認できます。
これで、安心して溶接スタッドをお勧めすることができます。
")

YAGレーザー溶接と粉体塗装の合わせ技によるコストダウン
通常の溶接した場合、サンダー仕上げなどして溶接部分を仕上げる工程が発生し、作業効率が悪くコストアップに繋がります。
今回は、YAGレーザー溶接をしたまま何も仕上げをしない状態で、粉体塗装をしたサンプルです。(写真サンプルは120μと膜圧が厚い) かなりの裏技です!!
塗装色は限られてしまいますが、仕上げ出来ない所などにはかなり効果的です。一度検討してみてはいかがでしょうか!!

YAG溶接したままの状態

粉体塗装した状態
リベットとは、板同士を挟み込み固定することで、スポット溶接などの溶接を代用して使用します。利点としては、溶接歪みが出ないことと、作業者が条件さえ守れば、簡単に作業出来る為、効率的に作業できコストダウンができる点です。
リベットには、大きく丸リベットと皿リベットがあります。写真で比較して頂くとわかりやすいですが、側面からみると出っ張るのが丸リベットで、平らになっているのが皿リベットです。
丸リベットの方は、作業効率がいい為、コストダウンになりますが、皿リベットの方は、板を皿加工する工程と作業者がリベットを打つ際に平面を出す為の工程と2点の工程が掛ることにより、コストダウンにならない場合があります。皿リベットを使用する際には、本当に平面が必要かよく吟味してから使用することをお勧めします。

皿リベット 側面写真皿リベット 表面写真
ネスティングとは、1枚の板に何種類かの部品をまとめて加工することを言います。
ネスティングを使う場合には・・・
・板厚を共通にする
・材質を共通にする
・ 数量が少なく点数が多い
ネスティングを使うことで、プログラムの手間が増えますが
材料費の無駄はなくなりコストダウンになりエコにもつながります。
ぜひ一度お試しください!!

ネスティングの加工後の板サンプル

ルーバーを横から見たサンプル
ルーバー加工とは・・・
板金で使用するルーバー加工とは、通風のために隙間を開けて使用することが多く
パソコン・ディスプレイなどの熱を逃がす為に使います。
建築用語では、ガラリ、鎧張りとも言います。

ルーバー加工サンプル
その他の仕様方法としては、ストッパー代わりに使用することで、部品点数を減らしコストダウンすることもできます。
ルーバーの種類は、各種ありますので確認してから図面を書いた方が良いと思います。
ハーフパンチとは・・・
一般的には、スポット溶接の位置決めに使われることが多いです。標準金型を使用し下の写真のように出っ張りを出します。相手側には穴を開けておき重ね合わせ位置決めをします。そうすることで、治具などを使わずに、作業スピードを上げることができます。外観面には、窪みができてしまいますので気になる場合には使用できません。コストダウンをしたい場合には、ぜひ使用して下さい。

ハーフパンチ 外観面







| 株式会社リ・フォース 〒210-0826 神奈川県川崎市川崎区塩浜2-19-17 TEL:044-276-1161 FAX:044-276-1163  |

 丸リベット 表面写真
丸リベット 表面写真